产品中心Product Series











当前位置:官网 > 产品中心 > 硬质合金刀片、刀头 > 硬质合金刀片、刀头
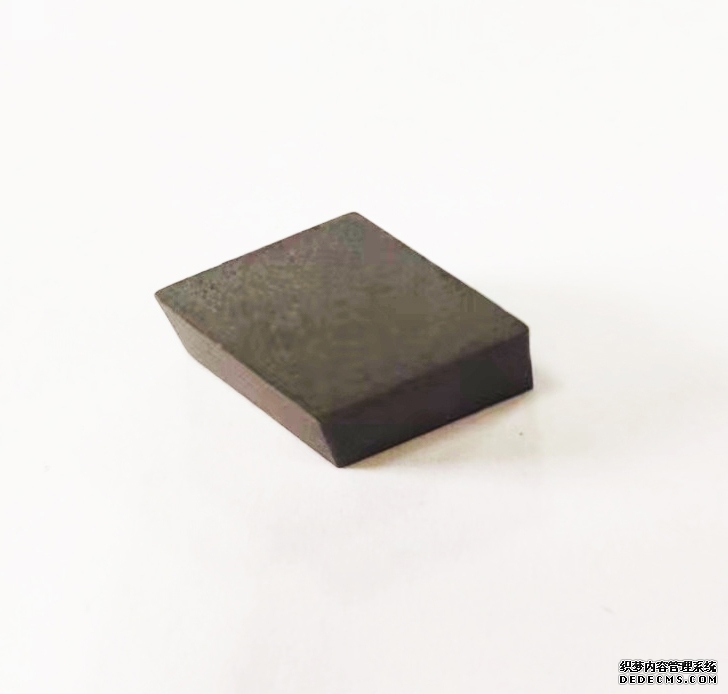
硬质合金异形焊接刀片、刀头

详情介绍

硬质合金刀片的选择,应考虑工件材料及粗、精加工等情况,一般应注意以下几点:
(1)加工铸铁等脆性材料时,应选择中YG类硬质合金刀片。切削脆材料时,切屑成崩碎切屑,切削力和切削热集中在刃口附近,并有一定的冲击,因此要求合金刀具材料具有好的强度、韧性及导热性;此外, YG类硬质合金刀片磨削加工性好,切削刃能磨得较锋利,所以也适合加工有色金属。
(2)加工钢等韧性材料时,应选择硬质合金刀片的YT类硬质合金。切削韧性材料时,切屑成带状,切削力较平稳,但与前刀面磨擦大,切削区平均温度高。因此要求合金刀具材料有较高的高温硬度、较高的耐磨性、较高的抗粘结性和抗氧化性。但应注意在低速切削钢时,由于切削温度较低, YT硬质合金刀片韧性较差,容易产生合金刀片崩刃,合金刀具耐用度反而不如YG类硬质合金刀片。同时YT类硬质合金也不适合于切削含Ti元素的不锈钢等。
(3)切削淬硬钢、不锈钢和耐热钢时,应选用YG类硬质合金刀片。因为切削这类钢时,切削力大,切削温度高,切屑与前刀面接触长度短,使用脆性大的YT类硬质合金刀片易崩刃。因此宜用韧性较好,导热系数较大的YG类硬质合金刀片。但应注意此类硬质合金刀片的红硬性不如YT类硬质合金刀片的红硬性,因此应适当降低切削速度。
(4)粗加工时,应选择含钴量较高的硬质合金刀片;反之,精加工时,应选择含钴量低的硬质合金刀片。
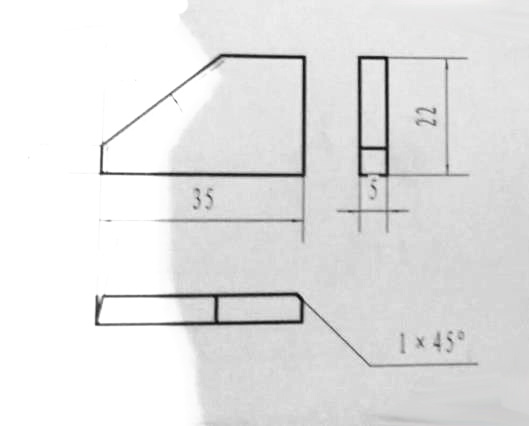
产品图纸如下: